| テーブルタップの組み立て不良による事故例と組立チェックシートをPDFファイルにてダウンロード出来ます。 プリントアウトしてご使用下さい。 |
|
| テーブルタップ事故例とその原因について テーブルタップ組立チェックシート |
|
| コード処理 | |
| ●コードむぎ | |
|
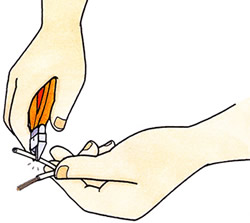
コードむぎのこつは、ビニール被膜の厚みの半分位づつ切込み、コードを回転させながら徐々に切込んで行く。2〜3回同じことを繰り返した後、切除部をニッパーで引っ張ってむぐ。 コードの数cmは無駄にしても、わざと失敗しながら練習すること。 |
 |
|
| コード加工(3種類の加工法をご紹介します) | |
| [端子付加工] 圧着端子のつけ方 | |
 |
 |
| [[”の”の字のやり方] | |
 ニッパーで脱皮する |
 こて先やドライバーの+の先を用いると「の」の字が作りやすい。 |
 ”の”の字、めがね型は、工具の充分でない家庭で作る時、便利です。 |
|
| プラグ刃への取付 | |
| ●圧着端子付コードのプラグ取付 | |

|
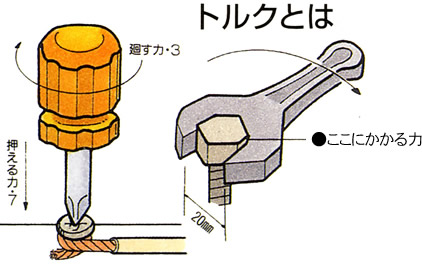
ドライバーの使い方のコツ 押える力7、廻す力3で締付ける。 |
 |
|
| プラグ本体をしっかり握り、20mmφの取っ手の+先端2号のドライバーなら、力一杯締付ける。手が1/4回転空廻りするまで力を入れる。 スタビードライバーなら、きちんと締めたらそれでよい。 電気の通じる部分(端子金具)の締付けは、電気用品取締法、技術基準で5kg以上のトルクで締付けるように決められている。 |
|
 |
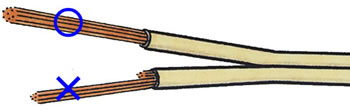
左絵のように、2本の銅線が接触するとコードが燃え上るかブレーカーが落ちるかどちらかで大変危険。 |
| ●テスト | |
 |
ともに片方締付けた後ごとに、左右前後に引っ張ってみる。微動だにしなければ合格。もう一方も同じように組込み、後にテストする。 |
| テーブルタップへのコード取付 | |
| コードの取り付け | |
 |
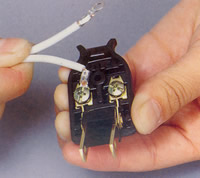
力一杯締付け、手が1/4空廻りするまでドライバーを廻して締める。プラグの組立も同じように5kg以上のトルクで締付ける。 但し、スタビードライバーで力一杯(8kg以上)のトルクで締付けると刃受金具のねじ山がこわれます。 |
| ●テスト | |
 |
端子のビス止めが完成かどうか、写真のようにコードを前後左右に引張ってみる。微動だにしなければ合格。少しでも動きがあればやり直す。 もう一方も端子取付後、同テストをすること。 |
 |
|
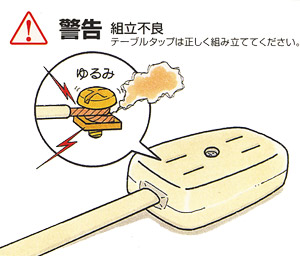
| テーブルタップの組立不良による発熱 | |
| ●コードむぎ | |

|
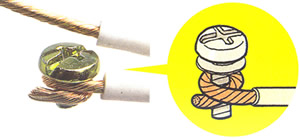
組立不良によって焼け焦げたテーブルタップ(右側のビスは全く締まっていなかった。)※組立て1〜2年後になりやすい。 |
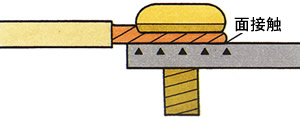 正しく締めたものは発熱しません。 |
 締め方がゆるい場合は点接触となりそこから発熱します。 |
ねじは5kg以上のトルクで力一杯締めて下さい。 締め方がゆるい場合はそこから発熱します。ご注意下さい。 |
|
| ●発熱の原理 | |
 |
|
 |
|
 |
|
 |
|
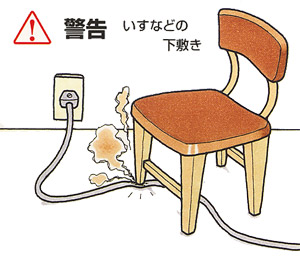
| 配線器具の事故例 | |
| 配線器具は、正しく組み立てた後、通常の使用であれば全く危険はありませんが、 間違った使い方をされますと、事故発生の恐れがありますので充分ご注意下さい。 |
|
|
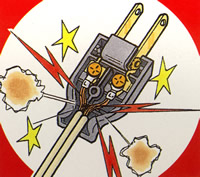
 たこ足配線は非常に危険です。 たこ足配線は非常に危険です。 |
 この様な現象をトラッキングという。 |
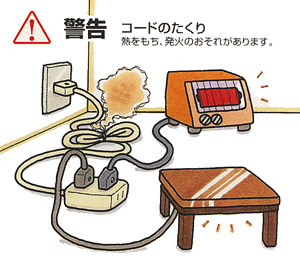 締め方がゆるい場合は点接触となりそこから発熱します。 |
 通電しなくなり、発火の恐れがあります。 |
 |